激光熔覆技術(shù)是一種有前景的先進表面處理技術(shù)����,是提高閥門密封面質(zhì)量的有效途徑,并已成功進入應(yīng)用階段。傳統(tǒng)機器人焊接技術(shù)有其弊端����,釆用激光熔覆技術(shù)、控制熔覆層的成分和選擇合理的熔覆工藝可使基體獲得其它表面強化技術(shù)難以得到的性能�����,充分發(fā)揮原材料的潛力�。
激光熔覆工藝因具有熱輸入準(zhǔn)確控制,焊接速度高����,冷卻速度快,熱畸變小,厚度、成分和稀釋率可控性好的特點��,可以獲得組織致密�����、高性能(如耐磨性���、耐腐蝕性能���、抗氧化性能、熱障性能�、熱氣蝕和沖蝕磨損等)的合金堆焊層,具有傳統(tǒng)堆焊方法所不具備的優(yōu)勢��,因此�,將激光熔覆技術(shù)應(yīng)用于密封面的強化受到了國內(nèi)外廣泛的重視,并已在眾多領(lǐng)域獲得應(yīng)用����。目前主要應(yīng)用在以下行業(yè):
工程機械
工程機械包括起重機械、土方機械�、運輸機械、混凝土機械�����、鐵路養(yǎng)護機械等很多種類�����,在關(guān)鍵部位均需要進行耐磨損涂層制備以提高使用壽命,在沿?��;虺睗癍h(huán)境服役時還需考慮裝備的耐蝕性能��。長期惡劣的工作環(huán)境下�,極易導(dǎo)致設(shè)備各類部件受損����,如起皮、脫落����、裂紋、沖擊��、腐蝕�����、磨損等�����。因此,工程機械設(shè)備及其部件都需要定期維護或修復(fù)���,維修保養(yǎng)工作量大、維護成本居高不下�。目前,工程機械設(shè)備部件大多數(shù)是采用電鍍����、熱噴涂等方法進行表面涂層的制備,不同程度存在污染����、結(jié)合強度低、服役壽命短等局限性��。高效�����、高性能的表面工程技術(shù)�����、再制造修復(fù)技術(shù)以及連接技術(shù)在工程機械領(lǐng)域都具有巨大的應(yīng)用前景�。
煤炭機械
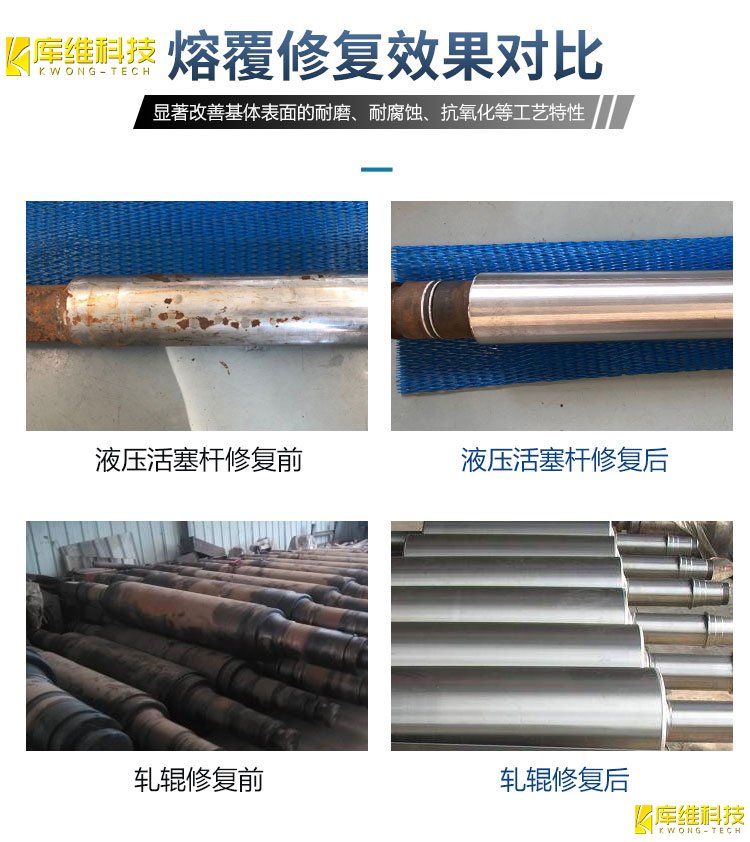
煤炭機械工作環(huán)境復(fù)雜苛刻��,設(shè)備運行時間長�����,承受載荷大�,尤其是井下潮濕的環(huán)境�、各類有害氣體、粉塵顆粒等問題�,容易對機械設(shè)備造成腐蝕、磨損��,將大大縮短機械設(shè)備的使用壽命�����。這些設(shè)備的失效形式主要表現(xiàn)為磨損��,腐蝕���,劃傷等����,如截齒��、刮板輸送機運槽、齒輪���、軸類等零部件的磨損失效�����,液壓支架立柱油缸、活塞桿的腐蝕失效等�。液壓支架的立柱、油缸等零件當(dāng)前多是采用電鍍方法進行表面耐蝕層的制備與維修����,由于鍍層結(jié)合強度低易開裂、服役周期短����,經(jīng)常需要從井下運出進行拆卸維修,安裝工作量大�����、周期長�����。如今智能化技術(shù)逐漸在煤機行業(yè)推廣,實現(xiàn)井下無人操作��,高質(zhì)量����、長服役性產(chǎn)品的應(yīng)用是必然趨勢,對液壓支架立柱的性能�、服役周期提出了更高要求。高效率����、高質(zhì)量、低成本的綠色制造技術(shù)的應(yīng)用可為企業(yè)提高市場競爭力�����、創(chuàng)造長期價值增長�����。
海洋工程機械
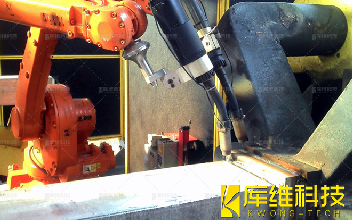
由于長年工作于河流和海洋環(huán)境�,鉆井平臺的船舶、大型的船吊等機械裝備中大量的零部件會發(fā)生腐蝕和磨損���,需要進行防護與修復(fù)����。對于軸類零件表面大面積的耐磨耐蝕涂層制備,需要高效的表面加工技術(shù)���;而一些動力裝備的局部磨損失效����,如潤滑油系統(tǒng)里出現(xiàn)鐵屑��、雜質(zhì)時�����,機組啟動過程中油溫或油壓低的影響�����,易造成軸瓦與軸徑出現(xiàn)磨損�,需要進行局部區(qū)域的熔覆與修復(fù)�,適合采用柔性較好的機器人自動修復(fù)方法。針對海洋機械零部件的磨損及腐蝕等問題��,激光熔覆修復(fù)與再制造技術(shù)可以同時滿足上述情況的應(yīng)用需要,在船舶柴油機����、船用燃?xì)廨啓C、汽輪機���、推進器及船體等多種產(chǎn)品上已實現(xiàn)廣泛應(yīng)用���。
鋼鐵冶金
鋼鐵冶金設(shè)備的零部件在生產(chǎn)線上的服役環(huán)境大部分為高溫、高變載荷�、冷熱交變、 腐蝕���、磨損及疲勞工況條件����。使用過程中部分鑄鐵零件極易產(chǎn)生腐蝕���、磨損����,需定期進行更換維護�。尤其是在生產(chǎn)加工高端汽車用鋼板時,對軋輥、傳輸輥等零件的表面質(zhì)量要求極高����。對于這種用量大、維護頻率高的零部件��,如何進一步有效提高服役壽命��,降低維護成本對行業(yè)的發(fā)展至關(guān)重要�。當(dāng)前鋼鐵冶金設(shè)備零件的表面防護層多是采用電鍍、熱噴涂��、電弧堆焊等方法制備����。激光熔覆技術(shù)的應(yīng)用,可以更有效提高零件涂層的使用壽命����,減少維修環(huán)節(jié)��,無論是在涂層厚度�、涂層性能的調(diào)控等方面都具有更大靈活性。
模具行業(yè)
模具的應(yīng)用非常廣泛�����,絕大部分零部件都需要模具成型。模具使用壽命取決于其抗磨損����、抗機械損傷能力,一旦磨損過度或機械損傷�����,形狀損壞部位難以修復(fù)�����,只能購買或定制新的模具����。模具制造工藝復(fù)雜,生產(chǎn)周期長���,加工成本高���。因此,對失效模具進行修復(fù)再利用�����,無疑有著顯著的經(jīng)濟效益。修復(fù)模具的方法很多��,如電火花���、氬弧焊修復(fù)��、激光堆焊�、電刷鍍等����。激光熔覆技術(shù)用于模具修復(fù)更是具有獨特優(yōu)勢,粉末材料靈活可調(diào)����、滿足不同服役性能需求,可以制備不同種類的耐磨�����、耐高溫����、耐沖刷涂層,甚至是梯度涂層�����,涂層材料可以是鈷基��、鎳基以及陶瓷復(fù)合材料等����。與傳統(tǒng)電弧補焊技術(shù)相比,激光熔覆的熱輸入小���、對基體熱影響小�、修復(fù)區(qū)的殘余應(yīng)力也更?。徊⑶揖雀?�,可實現(xiàn)高檔模具微小缺損的精密修復(fù)����。
石油鉆采
由于石油井下作業(yè)工況惡劣,許多井下工具長期承受載荷并在有腐蝕��、磨損的工況下使用�,致使其過早發(fā)生失效破壞����,進而縮短壽命����。例如:大型轉(zhuǎn)子的軸頸、輪盤����、套袖、軸瓦�����、石油鉆鋌等�����,然而這些零部件價格往往非常昂貴�,涉及的零部件品種很多,形狀復(fù)雜�,工況差異較大。停產(chǎn)檢修和更新部件�,既增加材料成本,又影響油田生產(chǎn)��,帶來多方面的損失��。多數(shù)石油鉆采行業(yè)都會選用激光熔覆技術(shù)對大型零件進行磨損區(qū)的硬質(zhì)涂層制備與修復(fù)��,不需要預(yù)熱����,且后續(xù)加工量小,縮短了修復(fù)周期����,提高了工件表面硬度、耐腐蝕及耐磨性能���,大大提高部件的使用壽命����。
以上就是關(guān)于激光熔覆工藝的介紹���,更多資訊關(guān)注庫維科技���,多年專業(yè)專注工業(yè)自動化集成,豐富工程案例�,久經(jīng)項目考驗�����,致力于為先進制造提供最有價值的解決方案�,撥打熱線400-1399-168領(lǐng)取機器人噴涂����,焊割,打磨工作站方案����,專業(yè)團隊為您服務(wù)。
陽極鋼爪鋁導(dǎo)桿全截面焊接技術(shù)設(shè)備的特點有哪些呢?

探秘優(yōu)秀工業(yè)機器人制造商選擇秘籍:必備指南與實用建議

弧焊機器人在制造業(yè)的重要性及影響

掌握最新自動化生產(chǎn)線技術(shù)��,輕松提高生產(chǎn)效能����!

新技術(shù):探究電解鋁陽極鋁導(dǎo)桿焊接新趨勢

智能化廣受追捧 未來哪些工作崗位會是“鐵飯碗”

新技術(shù)脈沖��,節(jié)卡機器人長板優(yōu)勢明顯�����,創(chuàng)新為市場帶來新可能

石科技:機器人制造成為鄒城科技創(chuàng)新縮影
2022中國機器人產(chǎn)業(yè)發(fā)展大會暨蘇州市機器人與智能制造產(chǎn)業(yè)創(chuàng)新集群推進大會